|
   |
CAP-HB02L
STAND ALONE THC INTERFACE MODULE
FOR MACH3 OR OTHER CONTROLLER SOFTWARE
** Real Time THC is also possible if you have not Z axis control
New Card, with 5 LEDs. It helps for diagnostic and setup. Rail mounting, no need to drill your control box..
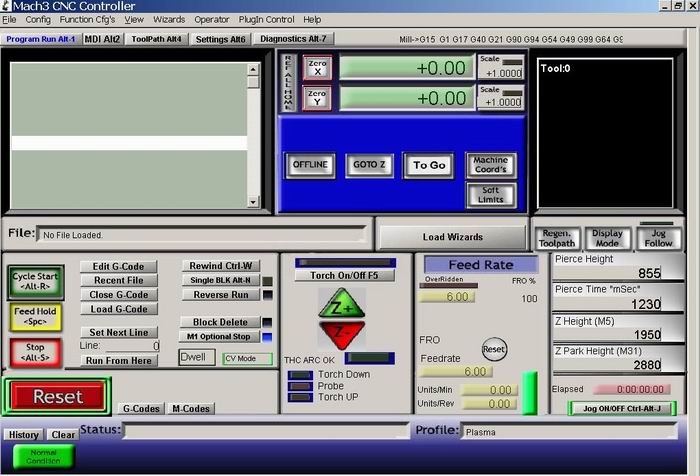
MACH3 SCREEN. Z Axe controlled by CAP04 with CAP-HB02 and H-BRIDGE9
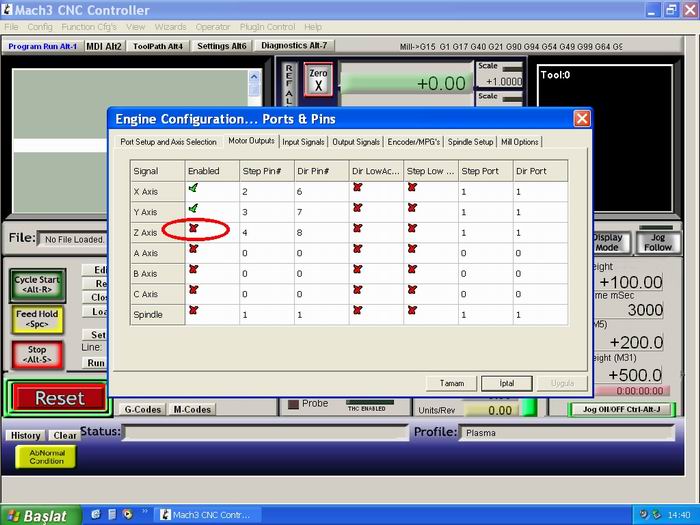
Mach3 Configuration Screens
First, disable Z axis
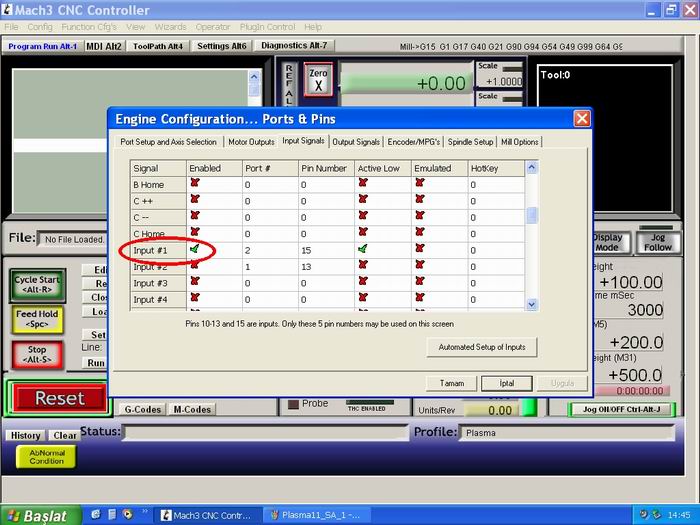
Input Configuration.
Input1 for IN POSITION function in M3 macro, connect to CapHB02 IN POSITION output.
Write available Port and Pin number according to your Breakout Board.
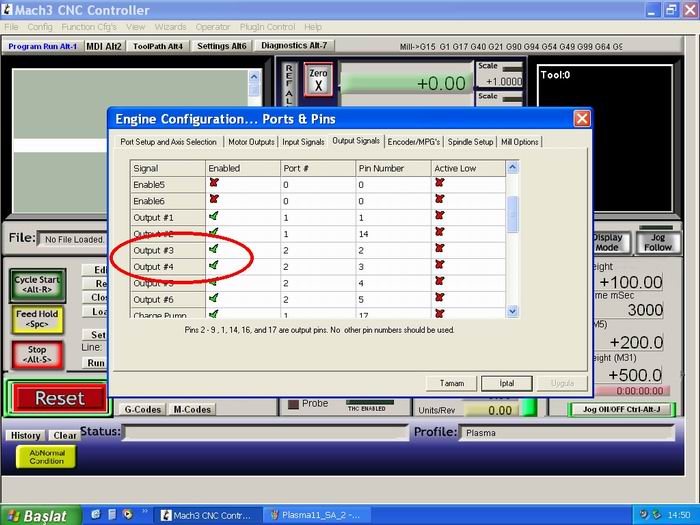
Output Configuration.
Output3 for AUTO function in M3 Macro, connect to CapHB02 AUTO input.
Output4 for PIERCING function in M3 Macro, connect to CapHB02 PIERCE intput
Write available Port and Pin number according to your Breakout Board.
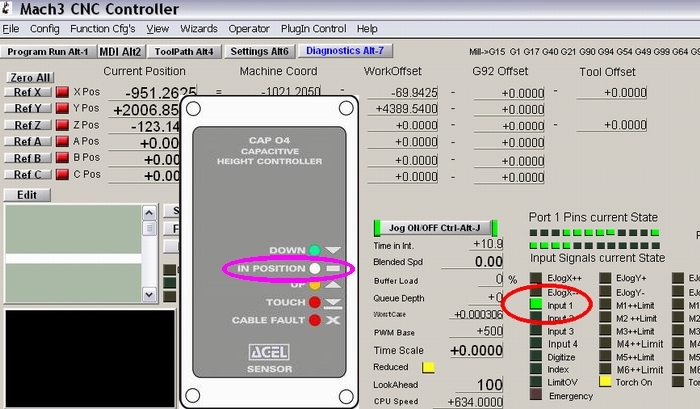
Diagnostic Screen:
Check Input1 led synchronized with Cap04 IN POSITION led
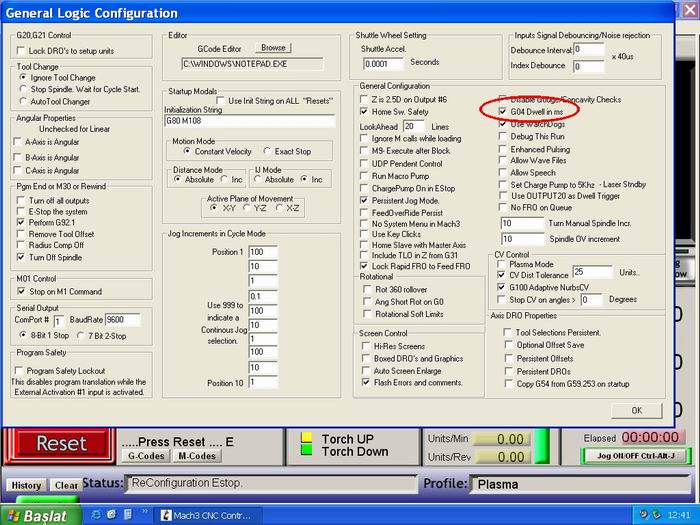
In GENERAL CONFIG section check "G04 Dwell.in ms" box
For Piercing Height and Time in M3 macro and
ELEVATON of TORCH level with M5 (between cuts) and M31 (for parking level)
Copy PlasmaPath2, PlasmaMDI2, PlasmaMain2 files to
\Mach3\Bitmap\MillBitmaps directory (check your directory name if it is different)
PlasmaPath2Download ZIP File PlasmaMDI2 Download ZIP File PlasmaMain2 Download ZIP File
Copy Plasma_SA5 screen set to your \Mach3\*plasma* directory (check your directory name if it is different) Plasma_SA5 Download ZIP File
Rename your M3, M5, M31 macros, then download M3, M5. M31 macros to your same "Macro" directory (check your directory name if it is different) M3, M5. M31 Macros Download ZIP File
G-CODE: You don't need any Z value on your G-Code. Clear all G-Codes on your old files Z axe moves automatically, just put M3 and M5 codes between cuts and put M31 end of your all cuts
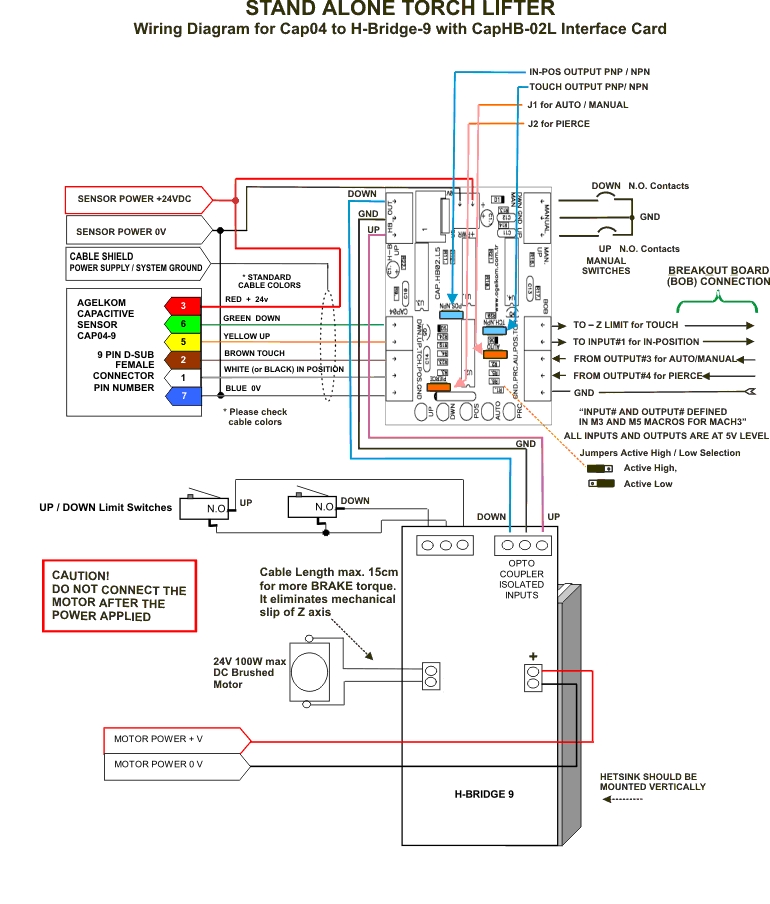
CAP-HB02 L5 Connection Schematic
|
|
|
Contact: agelkom@gmail.com
|